
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Community Tip - Want the oppurtunity to discuss enhancements to PTC products? Join a working group! X
- Community
- Creo+ and Creo Parametric
- 3D Part & Assembly Design
- Fixed hole cycles - G98 or G99 mode
Options
- Subscribe to RSS Feed
- Mark Topic as New
- Mark Topic as Read
- Float this Topic for Current User
- Bookmark
- Subscribe
- Mute
- Printer Friendly Page
Fixed hole cycles - G98 or G99 mode
May 16, 2016
03:54 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
May 16, 2016
03:54 PM
Fixed hole cycles - G98 or G99 mode
Hi all,
I am looking for community's input how to deal with the G98 (return to initial plane) and G99 (return to R plane) mode for fixed drilling cycles.
The only way I know how to handle G98/G99 is via postprocessor logic.
The question is what values of NC parameters are you using to indicate G98 or G99 output to postprocessor?
Here is a simplistic CL snippet:
case 1:
SPINDL / RPM, 2000.000000, CLW
RAPID
GOTO / 5.0000000000, 4.4304000000, 4.0000000000
CYCLE / DRILL, DEPTH, 1.000000, IPM, 10.000000, CLEAR, 2.000000, RAPTO,$
0.500000
GOTO / 5.0000000000, 4.4304000000, 0.0000000000
CYCLE / OFF
case 2:
RAPID
GOTO / 5.0000000000, 4.4304000000, 4.0000000000
CYCLE / DRILL, DEPTH, 1.000000, IPM, 10.000000, CLEAR, 2.000000, RAPTO,$
0.500000, RETURN, 1.000000
GOTO / 5.0000000000, 4.4304000000, 0.0000000000
CYCLE / OFF
Our postprocessor logic is:
-if there was (RETURN, number) minor word then it's R value definition and G99 is active (case #2) and CLEAR minor word value is ignored.
-if there was (CLEAR, number) minor word only, then it's R value definition and G98 is active (case #1).
The problem with this approach that it is arbitrary and somebody else could have a totally different way to handle CL data...
Thanks in advance.
Feliks.
This thread is inactive and closed by the PTC Community Management Team. If you would like to provide a reply and re-open this thread, please notify the moderator and reference the thread. You may also use "Start a topic" button to ask a new question. Please be sure to include what version of the PTC product you are using so another community member knowledgeable about your version may be able to assist.
Labels:
- Labels:
-
General
1 REPLY 1
May 16, 2016
07:38 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
May 16, 2016
07:38 PM
A combination of Option File setting, I know they seem backwards but this works for us.
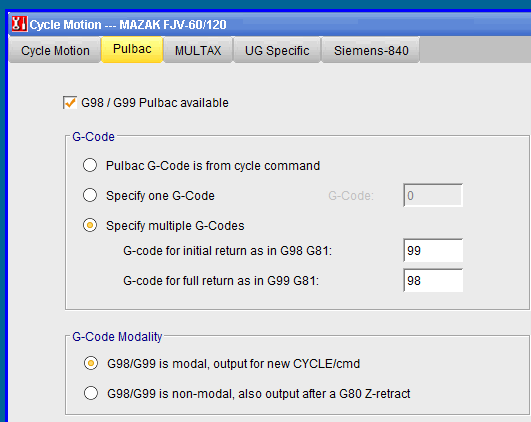
And set the PULLOUT_DIST to 0 to retract to initial plane (G98).
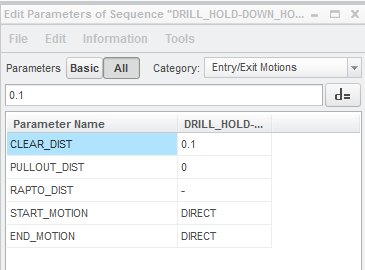
In this particular case the drill is moving to Z1.0 (clearance plane) when moving hole to hole, and beginning it's cycle 0.1 above the hole start plane (hole depth in this particular instance happens to be 1.0).

Hope that helps
Josh.
