
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Showing results for
Community Tip - Visit the PTCooler (the community lounge) to get to know your fellow community members and check out some of Dale's Friday Humor posts! X
- Community
- Creo+ and Creo Parametric
- 3D Part & Assembly Design
- threadmilling in creo 2.0
Options
- Subscribe to RSS Feed
- Mark Topic as New
- Mark Topic as Read
- Float this Topic for Current User
- Bookmark
- Subscribe
- Mute
- Printer Friendly Page
threadmilling in creo 2.0
Jan 09, 2014
11:26 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Jan 09, 2014
11:26 AM
threadmilling in creo 2.0
I am looking for help on threadmilling posts in Creo. The threadmilling sequence programming seems pretty straight forward. However, I find that when I post process a threadmilling sequence, at least half the time I get a line of code that starts with G3G41 that errors out the machine.
Example:
G3G41X-2.068Y-1.25Z-1.35I.0376J.0137F7.5D37
My way around this is to copy / create several sequences that increase in thread diameter, rather than using the parameters in which you input the thread diameter and the number of profile cuts to get there (the way it should be). Doing this the machine seemingly runs the thread great.
Curious if there are any thoughts on this?
Thanks!
This thread is inactive and closed by the PTC Community Management Team. If you would like to provide a reply and re-open this thread, please notify the moderator and reference the thread. You may also use "Start a topic" button to ask a new question. Please be sure to include what version of the PTC product you are using so another community member knowledgeable about your version may be able to assist.
Labels:
- Labels:
-
General
8 REPLIES 8
Jan 10, 2014
10:10 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Jan 10, 2014
10:10 AM
Do you have a lead in set? I usually insert a value in the "Lead Radius" & "Tangent Lead Step" parameters. This will allow the cutter comp to activate on a linear move and then arc into the cut. On most if not all machines you can't activate cutter comp on an arc.
Jan 10, 2014
01:28 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Jan 10, 2014
01:28 PM
Matt I run the threadmill all the time with NPT threadmills. works great!! As Jason said it might have something to do with the lead in leadout and cutter comp.
Here are the parameters I run I particularly like the enter and exit oon the hole axis. that used to be a pain to do but now it's just a parameter selection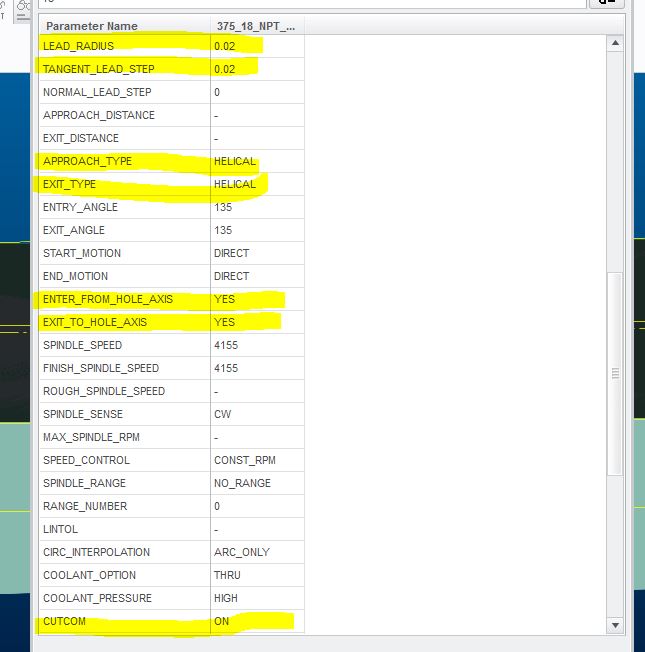
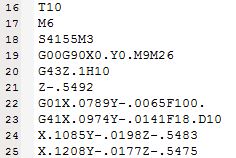
here is what the code looks like at the start no alarms with this.
Feb 02, 2015
03:40 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Feb 02, 2015
03:40 PM
Steve,
I noticed that you said you use threadmilling (Creo2.0 at the time) for NPT threads. I am looking at doing a 1-11.5 and a 2-11.5 NPT with a multithread mill. How are you spec'ing the tool diameter and the thread diameter? There is not a tapered threadmill option in 2.
As long as the insert is long enough I should not have to worry about making an interrupted cut.
I think I can get the path from the manufacturer's software, but would rather incorporate it in Creo if I can.
Thanks
Matt
Feb 03, 2015
07:54 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Feb 03, 2015
07:54 AM
Matt,
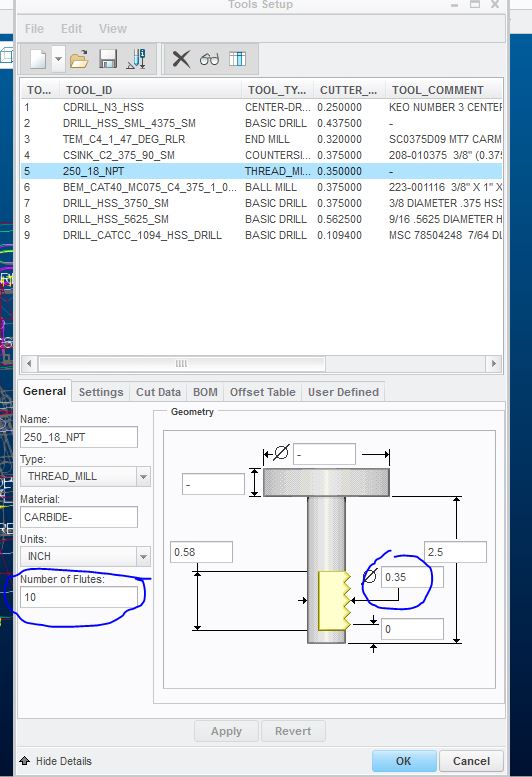
I use the threadmill manufacturers spec for the diameter which is the small end diameter. it is a straight tool even though it is a taper pipe thread in my setup that seems to work. Notice that I have a large number of flutes. I think that detemines the thread depth that it will cut (not sure I don't remember). I set this up quite a while ago and made a template and haven't changed it since.Just bring it into the MFG file and select holes and run.
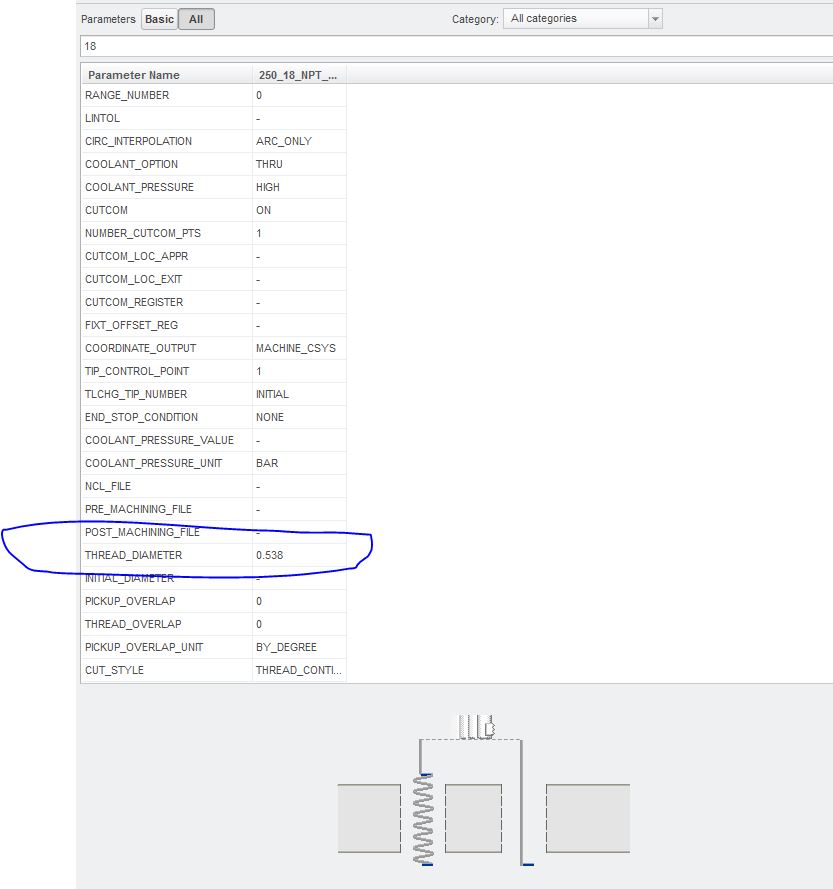
As far as thread diameter there is a parameter for that.
hope this helps
Steve
Feb 03, 2015
08:38 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Feb 03, 2015
08:38 AM
Steve,
These must be the parameters for milling OD threads, based on your thread diameter of .538. For a 1/4-18NPT, this would be the Pipe Diameter. I am guessing that I would have to set the tool diameter per the manufacturer (small end) in the tool set up and put the ID of the pipe in the thread diameter parameter to get an internal thread to come out. Sounds like it will take several passes to make an internal thread due to the bigger end of the insert engaging material before the smaller end. Is that how you would handle internal threads?
The flutes in the threadmill parameter is just the number of teeth on a given length of insert or cutter. It will determine when the cutter needs to advance in interrupted cuts. I don't see that this would be possible here as the second cut would have to be a bigger diameter than the first. I'd have to be sure to use a cutter long enough to make the thread in single swipes. We'd be using a 21mm insert (.827") long to cut 11.5 pitch threads, so if I am reading the Machinery's Handbook correctly - the threadmill would be just long enough to do a 2"-11.5.
This one would have to go through Vericut before I would make any chips.
Sounds to me that they've accounted for NPT in Creo 3, but it will be a while before I see that I think.
Thanks,
Matt
Feb 03, 2015
08:50 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Feb 03, 2015
08:50 AM
Matt,
thats an internal 1/4-18 npt. Hole diameter to start is 7/16 .4375 plus .05 a side for thread plus tool diameter adjustment comes out to around .535 to.540 so it is correct for internal.
Yes we make several passes and drift a couple at finish diameter which is all in the parameters. if you notice in my picture of my tool list you see a tapered end mill that is 1.47 degrees of taper for the thread so my threadmill is only cutting the threads Doing this adds a great deal of tool life to expensive threadmills. It isn't necessary to mill the taper, the threadmill mill wil cut it but just makes it easier on the tool.
Jan 15, 2014
10:23 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Jan 15, 2014
10:23 AM
I do use the lead in / lead out and enter hole from axis parameters. Everything appears to work on the screen as I would like to see it. Normally, I do not use cutcom on the initial operation - but post a second operation with cutcom on that performs only the last pass of each thread. Ironically, I am having trouble trying to get a post created that mimics the error in the code, but I am sure it will come up again. I wonder if is possible that the post-processor is the issue? When I see it again, I will post what I find out.
Thanks for the help.
Feb 05, 2015
01:23 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Notify Moderator
Feb 05, 2015
01:23 AM
http://communities.ptc.com/thread/59436?tstart=0
My question is - milling tapered thread. I can send the output file. In the correction tool diameter to a predetermined value of wear. But working through it? NO!
G41 is incorrect on the straight segments
